Date:2025-06-26 Views:1009
Table of contents
Insights from Taiwan's Powder Metallurgy Parts Market
The powder metallurgy mechanical parts industry in our country has long focused on production while neglecting technology, new product development, quality awareness, and market orientation due to historical limitations. Since the 1990s, some powder metallurgy factories have intensified their technological transformation efforts, leading to improvements in production technology, equipment, technical level of powder metallurgy products, production efficiency, new product development speed, and product quality. Market competition within the industry has also become increasingly fierce. In reality, the production capacity of the powder metallurgy mechanical parts industry in our country still falls far short of market demand. The key lies in whether it is possible to continuously enhance production technology and management levels, increase market development efforts, venture into untapped markets, and produce products that others cannot manufacture.
Currently, many powder metallurgy factories are competing for the automotive and motorcycle parts markets, often targeting markets where parts are already in production rather than developing new product markets. In fact, the market for powder metallurgy automotive parts is already saturated. Power tools are also an important market for powder metallurgy parts. As for sewing machines, according to estimates by the China Sewing Machine Association, in 2011, the production of sewing machines in our country reached 17.06 million units, including 9.68 million industrial sewing machines and 7.38 million household sewing machines. Industrial sewing machines include 50,000 computerized embroidery machines. This represents a not insignificant market that may have yet to be fully recognized by the powder metallurgy parts industry.
In 1997, Taiwan had a total of 48 powder metallurgy factories, with a turnover of USD 120 million (equivalent to RMB 996 million) in 1996.
The market distribution of powder metallurgy parts in Taiwan in 1997 is shown in Table 7-7. According to literature, in 1997, the production of iron-based powder metallurgy parts in Taiwan was 14,700 tons, and copper-based parts were 1,800 tons, totaling 16,500 tons. From the data in Table 7-7, it is not difficult to calculate that the powder metallurgy parts used by Taiwan's sewing machine manufacturing industry (including exports) in 1997 were approximately 2,145 tons.
Table 7-7 Market Distribution of Powder Metallurgy Parts in Taiwan in 1997
Industry Category | Percentage/% | Industry Category | Percentage/% |
Automotive, Motorcycle | 19 | Hardware Machinery | 18 |
Power Tools | 23 | Sewing Machines | 13 |
Home Appliances | 27 | Total | 100 |
In 1996, Taiwan's production of iron-based powder metallurgy parts was 12,000 tons, and copper-based parts were 1,800 tons, totaling 13,800 tons, with the powder metallurgy industry turnover at USD 120 million. This means that the average selling price of powder metallurgy parts in Taiwan in 1996 was approximately USD 8.7/kg (equivalent to RMB 72.2/kg). From this, it can be roughly estimated that the turnover of powder metallurgy sewing machine parts in Taiwan in 1997 was approximately USD 18.66 million (equivalent to RMB 150 million). Of course, a significant portion of these powder metallurgy parts produced in Taiwan for sewing machines might have been exported.
From Table 7-6, it can be seen that in Hung Ming Co.'s turnover, sewing machine parts account for 40%, which is approximately NT$ 0.84 billion, equivalent to around USD 2.7 million.
The domestic market for powder metallurgy parts in sewing machines, numbering in the millions, should be highly attractive.
In the development of powder metallurgy mechanical parts, sewing machine parts were once an important market for powder metallurgy parts. This is because sewing machine parts are produced in large batches, are subjected to low loads, do not require high impact resistance, and are relatively small in size. Most brands of sewing machines produced in Japan during the 1960s used 20 to 40 types of powder metallurgy parts. As shown in Figure 7-38, these are the powder metallurgy parts used in sewing machines in Japan during the 1960s. Below is an explanation of the parts in the figure.
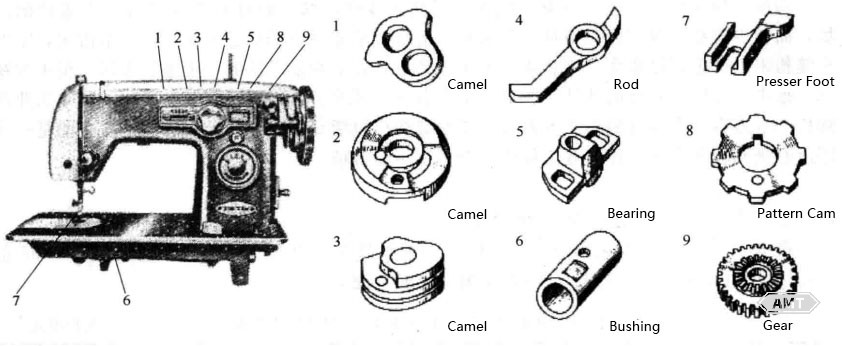
Figure 7-38 Powder Metallurgy Parts Used in Sewing Machines in the 1960s
(1) In Figure 7-38, items 1-3 are camels for buttonhole stitching. Depending on the buttonhole size, camels 1-3 are combined for buttonhole stitching.
(2) In Figure 7-38, items 4-6 are rods and bearings, bushings. Rods require impact resistance, hence the need for high-density materials. Bearings and bushings must be oiled to facilitate self-lubrication and improve wear resistance.
(3) In Figure 7-38, item 7 is the presser foot, which requires chrome plating and is also treated with steam in Europe.
(4) In Figure 7-38, item 8 is a zigzag embroidery cam. This is a plate-shaped cam, and there are over ten such cams installed in the embroidery mechanism. Various patterns are embroidered through the combination of these cams. The precision, smoothness, and wear resistance of the outer peripheral part of these cams are particularly important, hence the need for oil immersion treatment. The two end faces are ground flat. The keyway of the inner diameter or the 2-3 small holes formed during pressing serve as the assembly reference.
(5) In Figure 7-38, item 9 is a gear with a clutch on one end face, which is a typical example of full utilization of the characteristics of powder metallurgy processes.
To further illustrate the material, performance, and economic benefits of typical powder metallurgy sewing machine parts, detailed descriptions of 13 typical parts are shown in Figures 7-39 to 7-54 (see below). Most of these parts have been in production and use in Europe since the 1950s. Due to historical limitations, some parts were made from electrolytic iron powder, and some were sintered at high temperatures of up to 1200℃, which are areas that now require research and improvement. Most importantly, these parts were successfully converted to powder metallurgy parts 40 years ago and may still be in use today, perhaps with some structural modifications. Given the rapid development of powder metallurgy technology over the past four decades, the performance of these or similar powder metallurgy parts should now be more suitable, production costs lower, and economic benefits more significant.
For mechanical and electrical products like sewing machines, which are produced in millions of units, manufacturing parts using powder metallurgy processes can enhance the quality of sewing machines, reduce manufacturing time, improve production efficiency, conserve materials, save energy, and achieve maximum economic benefits, for the following reasons:
Powder metallurgy is a rapid, efficient, and less or no cutting mechanical part production technology suitable for large-scale production. The larger the production batch, the lower the cost.
As shown in the examples, sewing machine parts are generally small, with low load requirements and no high toughness requirements, and typically weigh about 10 grams. Although small, parts like cams and gears have complex shapes and require significant machining. However, producing them using powder metallurgy processes is simple and feasible but requires a high production technology level.
Cam parts manufactured via powder metallurgy have better dimensional and shape precision stability and consistency compared to machined parts, which is an indispensable factor for producing "zigzag" pattern embroidery sewing machines.
As shown in the examples, many gears with end face clutches have already been produced using powder metallurgy. Therefore, if gears and pinions, cams and cams (such as shown in Figure 7-38, item 3), and gears and cams can be integrated in design and produced using powder metallurgy processes, it will not only reduce the space occupied by parts, decrease assembly time, and improve product quality but also significantly lower production costs.
Powder metallurgy parts reduce noise and wear.
For some complex-shaped parts with low dimensional and shape precision requirements, such as presser feet, metal injection molding may be a more suitable production process.
If each sewing machine averages the use of 20 powder metallurgy parts, with each part weighing 10 grams on average, based on the 2011 production of 17.06 million sewing machines in our country, the usage of powder metallurgy parts should be 341.2 tons. This represents a mature but underdeveloped market of no small size.
The mobile device clutch is shown in Figure 7-39.
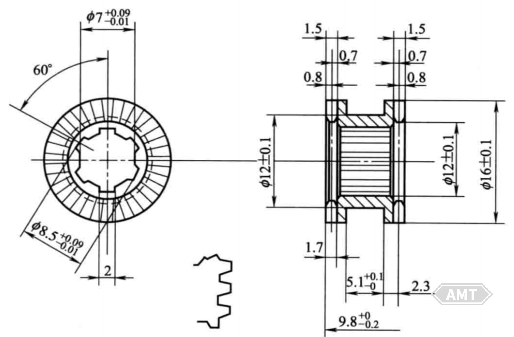
Figure 7-39 Mobile device clutch
Purpose: Clutch for the mobile device of a sewing machine stitch extender.
Material and Treatment:
Chemical composition (mixing powder): 1:3
Density: (6.5 ± 0.10) g/cm3
Unit mass: 8g.
Sintering conditions: 1200℃, 60 minutes.
Machining: The 2mm convex groove section is machined.
Post-treatment: Steam treatment and oil immersion treatment.
Mechanical Properties: Hardness 58 HRB.
Function and Advantages: Initially designed as a nylon part, but when forming the gear teeth with a punch for demolding, the tooth accuracy and contact did not meet requirements. After switching to a powder metallurgy part, the precision, lubrication, noise, and wear resistance were highly satisfactory.
Economic Benefits: The cost of the powder metallurgy part is roughly the same as that of the nylon part.
Special Tests: The part requires assembly and extensive operational testing to demonstrate its precision, lubrication efficiency, noise, and wear characteristics.
The pinion gear is shown in Figure 7-40.
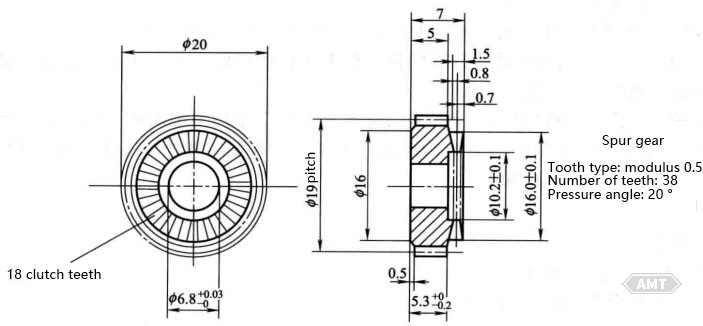
Figure 7-40 Pinion gear
Purpose: Pinion gear in the sewing machine stitch extender.
Material and Treatment:
Chemical composition (mixing powder): Fe-3% Cu-1% C.
Density: (6.5 ± 0.1) g/cm3.
Unit mass: 9g.
Sintering conditions: 1200℃, 60 minutes.
Machining: The 6mm surface is machined.
Post-treatment: Steam treatment and oil immersion treatment.
Mechanical Properties: Hardness 58 HRB.
Inspection: The gear teeth are inspected using an optical projector. After assembly, the part undergoes long-term operational testing to demonstrate its precision, lubrication effect, noise, and wear characteristics.
Function and Advantages: Same as the mobile device clutch.
Economic Benefits: Same as the mobile device clutch.
The large gear is shown in Figure 7-41.
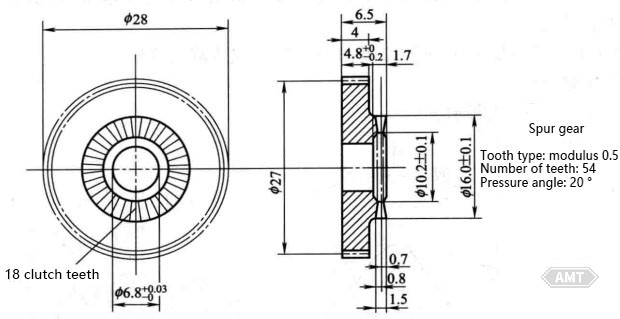
Figure 7-41 Large gear
Purpose: Large gear in the sewing machine stitch extender.
Material and Treatment:
Chemical composition (mixing powder): Fe-3% Cu-1% C.
Density: (6.5 ± 0.1) g/cm3.
Unit mass: 15.5g.
Sintering conditions: 1200℃, 60 minutes.
Post-treatment: Steam treatment and oil immersion treatment.
Mechanical Properties: Hardness 58 HRB.
Inspection: The gear teeth are inspected using an optical projector. After assembly, the part undergoes extensive operational testing to demonstrate its precision, lubrication effect, noise, and wear characteristics.
Function and Advantages: Same as the mobile device clutch.
The clutch arm is shown in Figure 7-42.
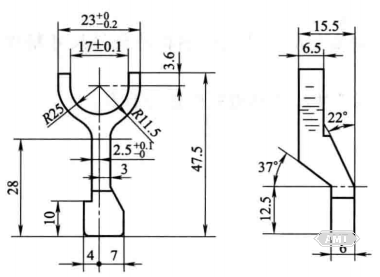
Figure 7-42 Clutch arm
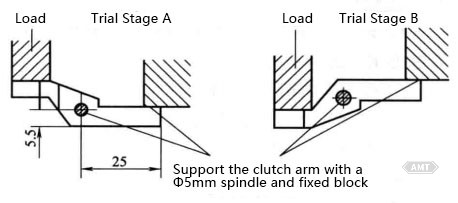
Figure 7-43 Material strength test of sintered clutch arm
Purpose: Clutch arm in the sewing machine stitch extender.
Material and Treatment:
Chemical composition (mixing powder): Fe-3% Cu-1% C.
Density: (6.5± 0.1) g/cm3.
Unit mass: 17g.
Sintering conditions: 1200℃, 60 minutes.
Post-treatment: Steam treatment.
Mechanical Properties: The material strength is tested according to the method shown in the drawing. A support shaft hole is drilled in the clutch arm, and the clutch arm is placed in two different positions as shown in Figure 7-43. A vertical load is applied until the part breaks. The destructive load should be between 1029 and 1666 N.
Function and Advantages: Initially made from castings and machined. After switching to powder metallurgy, the cost is significantly reduced, the quality consistency is improved, and the appearance is better.
Economic Benefits: Production costs are reduced by 53.0%.
The louver cam is shown in Figure 7-44.
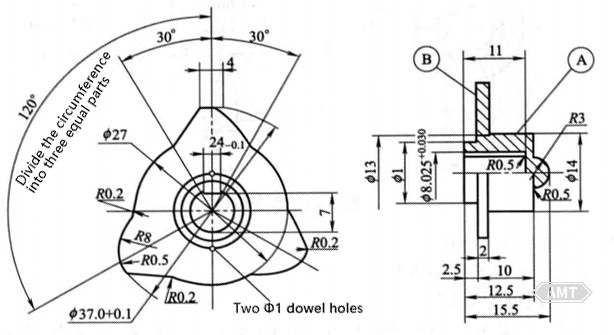
Figure 7-44 Louver Cam
Purpose: Cam for pattern embroidery in a sewing machine.
Material and Treatment:
Chemical composition (mixing powder): e-(2.0~3.5)% U-(0.3~0.7)%.
Density: Both A and B are (6.5 ± 0.1) g/cm3.
Unit mass: A is approximately 8.5g; B is approximately 9.0g.
Sintering conditions: A is sintered for 45 minutes.
Machining: B has none.
Post-treatment: Both A and B undergo steam treatment. A is then assembled into B. Depending on the situation, two 1mm pins are used to secure the parts, and they are sealed.
Mechanical Properties:
Hardness: The base of A is approximately 65 HRB.
Tensile strength: Material of A (before steam treatment) 225.4 to 254.8 MPa; material of B (before steam treatment) 245 to 343 MPa.
Elongation: At a force of approximately 1.0%.
Function and Advantages: This part was initially designed as a powder metallurgy product, which is considered to have higher dimensional accuracy than stamped steel parts and better wear resistance than plastic parts.
Economic Benefits: It is believed that over its lifetime, it is far more advantageous than stamped and plastic parts.
The control cam is shown in Figure 7-45.
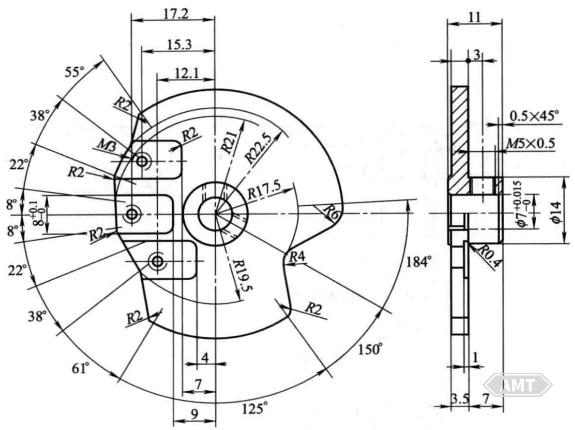
Figure 7-45 Control cam
Purpose: Control cam for sewing machines.
Material and Treatment:
Material: Iron-based material.
Density: (6.5 ± 0.1) g/cm3.
Sintering conditions: This part is sintered at 900℃, held for 80 minutes, and sintered at 1150℃ for 150 minutes.
Machining: Three small holes are tapped.
Function and Advantages: Initially, to save materials and reduce costs, the hub was fixed in the hole of the cam using a wedge. The cam profile and three adjustable cam sectors were machined separately. After switching to a powder metallurgy part, only two transverse holes are drilled and three small holes are tapped, significantly reducing machining work.
Economic Benefits: Production costs are significantly reduced.
The small fork is shown in Figure 7-46.
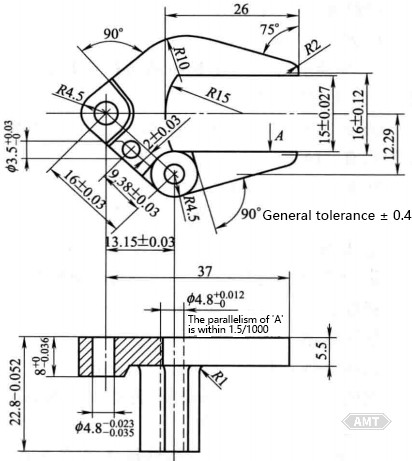
Figure 7-46 Small fork
Purpose: Small fork for sewing machines.
Material and Treatment:
Chemical composition (mixing powder): Fe-2% Cu.
Density: (6.05 ± 0.15) g/cm3.
Unit mass: 25.8g.
Sintering conditions: 1200℃, 90 minutes.
Manufacturing process: Pressing - sintering - grinding - annealing - finishing - reaming hole to 4.8mm - milling 8mm - grinding to 22.8mm - inspection - oil immersion; annealing at 800℃ for 45 minutes.
Function and Advantages: Initially made from aluminum bronze castings and machined. After switching to powder metallurgy, only two small flat surfaces are machined and the long hole is reamed. After oil immersion treatment, the lubrication performance is good, and the wear resistance is better than castings.
Economic Benefits: Labor time saved by 23.61%, cost reduced by 22.82%.
The pointer is shown in Figure 7-47.
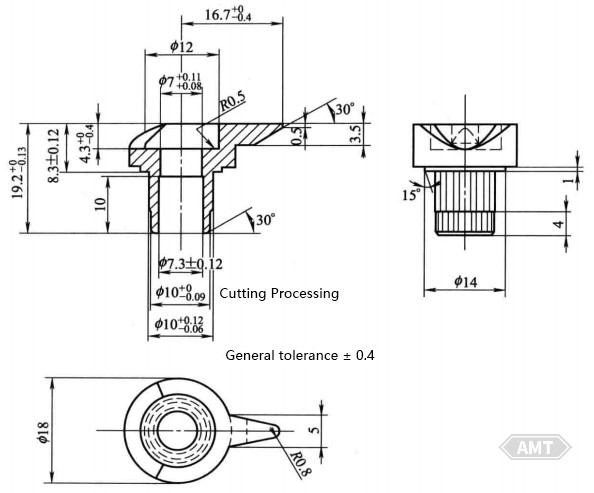
Figure 7-47 Pointer
Purpose: Pointer for sewing machines.
Material and Treatment:
Powder: 1% of electrically pure iron powder.
Density: (7.1 ± 0.1) g/cm3.
Unit mass: 12.4g.
Manufacturing process: Pressing - sintering - grinding - annealing - repressing - inspection - machining hole to 10+8.0g - inspection.
Sintering conditions: Sintering at 1200℃ for 120 minutes, annealing at 780℃ for 45 minutes.
Function and Advantages: Initially made from precision castings and machined three times. After switching to powder metallurgy, only the hole p10+8.0g is machined.
Economic Benefits: Labor time saved by 35.94%.
The needle clip is shown in Figure 7-48.
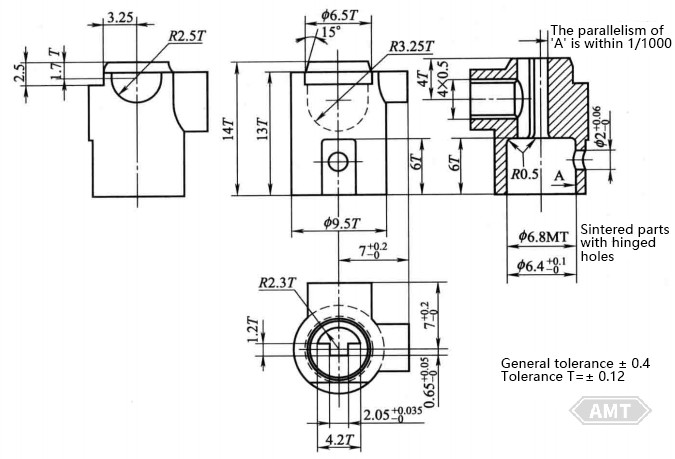
Figure 7-48 Needle clip
Purpose: Needle clip for sewing machines.
Material and Treatment:
Chemical composition (mixing powder): 100% of electrolytic iron powder.
Density: (7.1 ± 0.1) g/cm3.
Unit mass: 6.5g.
Sintering conditions: Sintering at 1200℃ for 120 minutes.
Machining: Tapping 4×M8 threads.
Post-treatment: Steam treatment.
Function and Advantages: Initially made from precision castings and machined multiple times. After switching to powder metallurgy, only the small flat bottom hole is reamed, and the lateral hole is drilled and tapped.
Economic Benefits: Time saved by 40.92%.
The presser foot guide is shown in Figure 7-49.
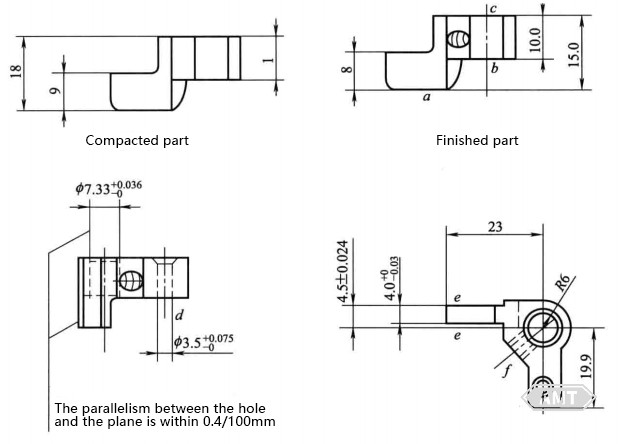
Figure 7-49 Pressure foot guide
Purpose: Presser foot guide for sewing machines.
Material and Treatment:
Chemical composition (mixing powder): Iron powder is electrolytic iron powder.
Density: (7.20 ± 0.15) g/cm3.
Unit mass: 22g.
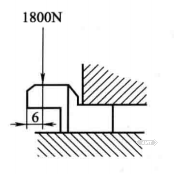
Figure 7-50 Material Strength Test of Presser Foot Guide
Manufacturing process: Pressing - pre-sintering (1000℃, 60 minutes) - repressing - sintering (1200℃, 90 minutes) - grinding - drilling and tapping - cleaning.
Mechanical Properties: One piece out of every 1,000 is selected for material strength testing. The part is fixed in the position shown in Figure 7-50, and a load of 1800N is applied to the protruding section, checking for any signs of damage.
Function and Advantages: Initially made from castings and machined. After switching to powder metallurgy, only transverse holes need to be drilled and tapped. Additionally, the surface roughness of sintered parts is small, and the contour is more precise.
Economic Benefits: Labor time saved, cost reduced by 15.26%.
The feed dog is shown in Figure 7-51.
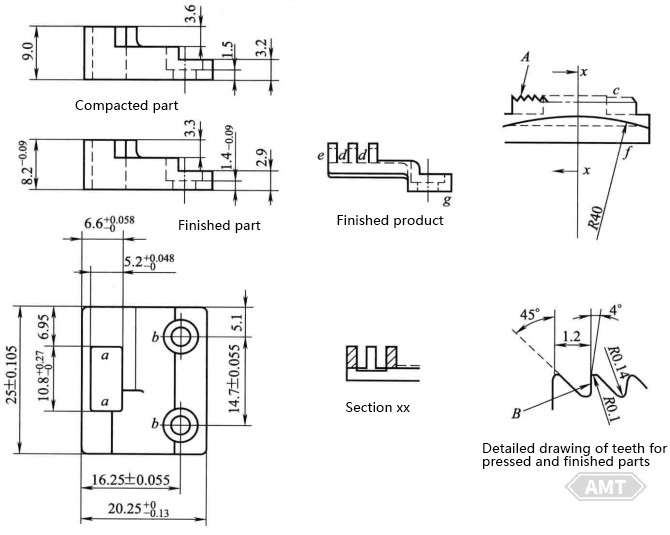
Figure 7-51 Feed dog
Purpose: Feed dog for sewing machines.
Material and Treatment:
Chemical composition (mixing powder): Iron powder is electrolytic iron powder.
Density: (7.25 ± 0.10) g/cm3.
Unit mass: 16g.
Sintering conditions: Sintering at 1220℃ for 120 minutes.
Machining: Milling of c and g planes.
Post-treatment: Grinding, cyaniding, quenching, water rinsing, brushing, steam treatment, and oil immersion.
Mechanical Properties: The part is fixed as shown in Figure 7-52, and a load of 150N is applied to the middle row of teeth. Under this load, distortion must not exceed 0.02mm.
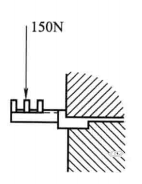
Figure 7-52 Material Strength Test of Sewing Machine Feed Dog
Function and Advantages: Initially made from shaped steel. After switching to powder metallurgy, the teeth are formed by pressing and repressing (Figure 7-51A), thus the front of the teeth requires a 4° positive angle (as shown in Figure 7-51B). Tests have proven that the function of these shaped teeth is identical to that of machined straight teeth.
Economic Benefits: Time saved, cost reduced by 10.67%.
The presser foot is shown in Figure 7-53.
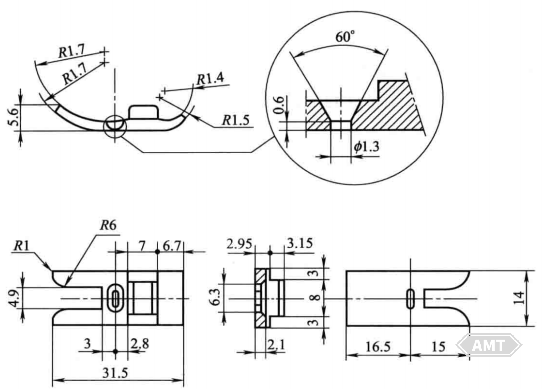
Figure 7-53 presser foot
Purpose: Presser foot for sewing machines.
Material and Treatment:
Material: Sintered copper steel.
Density: 7 g/cm3.
Unit mass: 6.5g.
Manufacturing process: Pressing - sintering - grinding - steam treatment.
Mechanical Properties: Tensile strength 240-280 MPa; elongation 3%-6%; hardness 160 HB.
Function: Pressing fabric.
The stitch variation cam is shown in Figure 7-54.
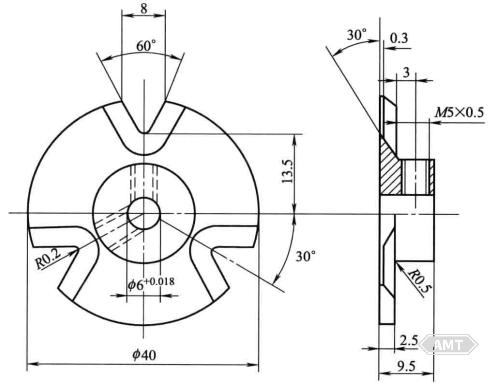
Figure 7-54 Stitch adjustment wheel
Purpose: Sewing machine.
Material and Treatment:
Material: Bronze.
Two transverse holes are drilled.
Function and Advantages: The self-lubricating properties unique to powder metallurgy help reduce wear in sewing machine mechanisms.
Leave your email for more ebooks and prices📫 !
Contact:Fidel
Tel:021-5512-8901
Mobile:19916725893
Email:sales7@atmsh.com
Address:No.398 Guiyang Road Yangpu China